底座板混凝土一体成型机|无砟轨道底座板|无砟轨道底座板-瑞泰路铁无砟轨道底座板混凝土一体成型机-沧州瑞泰路铁科技有限公司
手机站
|
网站地图
18713090688
首页
走进瑞泰
产品目录
精调爪系列
技术文档
公司资讯
联系方式
精调爪系列
工具轨法施工工装系列
轨道排架法施工工装系列
三型轨道板施工工装系列
无砟轨道底座板
当前位置:
首页>
产品目录
>
无砟轨道底座板
>
无砟轨道底座板混凝土一体成型机
无砟轨道底座板混凝土一体成型机
底座板混凝土一体成型机适用于无砟轨道底座板大面积混凝土连续施工作业,由中国铁道科学研究院与本公司联合专为无砟轨道底座板施工需求而研制。CRTSⅢ型板式无砟轨道施工共包含八道工序:包括施工准备、底座板施工、隔离层及弹性垫层施工、自密实混凝土钢筋网片安装、轨道板的粗铺、轨道板的粗调和精调、自密实混凝土的灌注、质量检查等
无砟轨道底座板混凝土一体成型机产品内容
无砟轨道
底座板混凝土一体成型机
施工工序及工装设备介绍
底座板混凝土一体成型机
系统施工工序目录:
施工工序介绍
一体成型机系统工艺特点
底座板施工工艺流程及操作要点
混凝土一体成型机技术参数及工艺特点
一、施工工序介绍
CRTSⅢ型板式无砟轨道施工共包含八道工序:包括施工准备、底座板施工、隔离层及弹性垫层施工、自密实混凝土钢筋网片安装、轨道板的粗铺、轨道板的粗调和精调、自密实混凝土的灌注、质量检查,在这着重介绍一下底座板施工混凝土一体成型系统施工工序:
三、底座板施工工艺流程:
施工准备→测量放样→底座基面处理→钢筋网片绑扎→限位凹槽螺栓植筋→纵模及轨道安装调整→横模、端摸安装固定→底座混凝土浇筑→启动成型机提浆塑形→抹光机收面压光→底座混凝土蓄水养护→拆模循环作业。
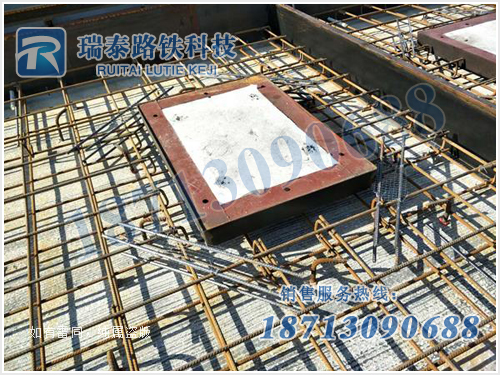
(一)限位凹槽螺栓安装:
第1步:在钢筋施工的同时安装凹槽固定螺栓,根据测量放点在底座基面上凹槽中心线位置(弹出的凹槽底部中线)钻孔,钻孔深度为10cm,直径为20mm。_孔内灰渣,然后在钻好的孔内注入植筋胶,注胶时应确保孔内无气泡或孔隙,以旋转方式植入钢筋时,应植入至胶体流出,确保植筋胶凝固后螺栓牢固有力。
操作要点:每块凹槽模板_预埋安装两根固定螺栓,螺栓梁面外露尺寸根据直线、曲线凹槽安装高度而定,但_低于或持平于凹模底面,拆除凹槽摸板时预埋的螺栓不外露,以利于混凝土收面处理。
第2步:限位凹槽模板依据底座中心线定位安装,采用专用标尺调整凹槽顶面标高(凹槽顶面要低于标高3-5mm,混凝土抹光处理后再调升高凹槽收边)凹槽通过梁面植筋固定在预先植筋螺栓的上,凹槽四角位置设有4个螺杆调整高度,2个紧固螺母固定在植筋螺栓上的设计方式,凹槽调整固定后在凹槽内安装泡沫板填充以避免污染。
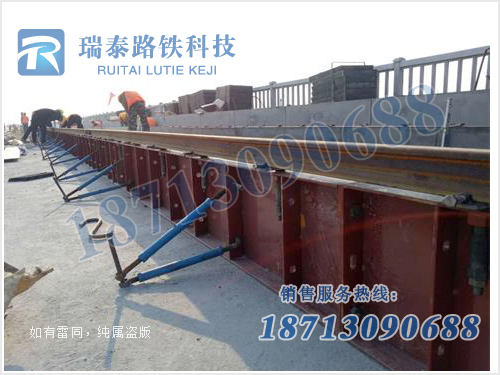
(二)纵模及轨道安装调整:
第1步:桥梁底座板纵向模板安装以32.6米或以24.6米梁为控制单元,根据模板边界线立好纵向模板,在梁面适当位置用电钻打孔,插入钢筋,在钢筋和模板之间采用模板撑拉杆调整加固,调到垂直达到设计几何尺寸位置后,根据测量数据在面板上粘贴标高线、喷涂脱模剂。
第2步:轨道标高的平行_度是控制混凝土标高的重要因素,首先在模板顶部安装轨道调整器,根据测量放点拉线进行调平,把轨道架设到两侧轨道调整器上并固定钢轨底部,采用专用标尺依据标高线调整并固定,曲线施工时轨道调整方法根据超高值确定。
(三)横模及端摸安装:
第1步:横向模板伸缩缝聚乙烯泡沫塑料板安装,首先按模板边界线调整模板竖直度,与纵向模板通过专用连接板紧固,将20mm厚聚乙烯塑料泡沫板紧贴模板安装在背向成型机的方向并采用梁面植筋的方式固定泡沫板,安装时泡沫板顶面要低于标高线15mm,并使用横模固定架压紧定位,并将泡沫板固定在定位钢筋上,以防止泡沫板变形移位。
第2步:端头模板根据标高安装固定,确保模板安装严密,使用标尺调整模板顶面要低于标高3mm。耐候钢底部安装防漏浆托管,梁缝处相邻模板使用木楔加固。
第3步:复捡在模板安装工序完成后要使用校对后的标尺复测凹模、端摸(反坡板)、伸缩缝泡沫板标高尺寸,对不符合标高要求的模板及时调整,尺寸复检工作是混凝土成型机顺利施工必要条件。
(四)底座板混凝土浇筑:
混凝土在拌和站集中生产,混凝土输送车运输,泵送入模,坍落度控制在160mm以内,插入式高频振捣器振捣提浆,一体成型机推平、提浆并准确整形。一体成型机后部塑型板两端设计有可调坡装置,现场时实时调节满足4%的坡度要求。
第1步:布料施工前对梁面喷雾湿润,喷雾以表面打湿、不得有明水、积水为宜。布料时要先浇筑底座板凹槽四角和两条纵向边线,其他部位按一体整形机行进方向顺序均匀布料;浇筑时泵车端头软管出料口距混凝土面的布料高度__标高线,以利于一体成型机推平、震实、提浆、整型。
第2步:振捣 随浇筑随振捣,振捣采用高频振捣器振捣,普通振捣器配合收边、收角,采用垂直点振方式,振点布置均匀,间距不大于捣固棒作用半径的1.5倍,侧模处振点间距30cm,并与侧模保持5~10cm距离;振捣时快插慢拔,消除孔洞,严禁振动拖平或以振动驱赶混凝土。每一振点捣固时间要以混凝土表面不再沉落,呈现浮浆为度,防止过振、漏振,混凝土振捣后比设计底座板混凝土面高出3~5cm为宜;要加强凹槽边缘处的振捣,使凹槽底部的气泡通过排气孔充分排除。伸缩缝两侧混凝土要对称浇筑,振捣后拆除横模卡具、旋紧起升螺杆,抽离横模便于一体机整平通过。
(五)启动一体成型机整平塑型: 启动前使用专用的标尺对一体成型机前、后的推平刮板、整形板及两侧4%排水坡位置提前调整定位,经技术员检查无误后,开启机器边推平、边振捣、边提浆、边塑型。机器行进时始终要保持前刮板混凝土满铲,根据混凝土的状态调整成型机推进速度及振捣提浆的频率.以_成型后满足顶面高程和平整度、光滑度的要求。
(六):拆除凹模、收面:
第1步:成型机整平后,人工用抹子及汽油抹光机均匀布浆。在一体整平机通过限位凹槽后,人工可清理凹槽顶部混凝土,取出充填的珍珠棉板,并清理模板边沿余灰,混凝土初凝后旋动凹模调整螺栓把凹模起升高于混凝土面以利于凹槽收边并防止拆模时出现粘连现象。
第2步:在混凝土初凝后终凝前拆除凹槽模板,拆除时机_要控制好,防止过早引起混凝土坍塌或四角产生裂纹,过晚会造成凹槽模板拆除困难损伤混凝土边缘。拆除时,先拆除凹槽模板底部中间的固定螺母,再旋转四角的顶丝垂直上提取出模板,模板拆除后要及时修整凹槽表面,必要时用新鲜混凝土补充压实。
第3步:_遍木抹子抹完后,搭上施工抹面栈桥,人工用铁抹子全表面压光,_遍的铁抹子主要收光底座板凹槽底部、棱角和两侧25cm排水坡位置,排水坡用定长25cm铁抹子一次抹光成型;第三遍为整平收光,采用汽油机动力抹光机在初凝后进行,现场工人随时检查混凝土表面凝固状态,当手指按压混凝土表面时尚留有0.5~1mm左右深度的压印时即可进行机械作业,抹光时要安装好下部转盘,_大面平整度满足要求,_后再用铁抹子全面压光一遍。
(七):混凝土的养护和拆模
拆模的要求:侧模要在混凝土强度达到2.5Mpa以上,具体的拆模时间要以不损坏混混凝土凝土表面及棱角为准。当采用带模养护时,还要在养护完后方可拆模。混凝土芯部开始降温前不得拆模,大风及气温急骤变化时不得拆模。混凝土芯部温度变化规律可通过预埋感温原件测得,总结规律后把握好拆模时间,防止过早拆模导致裂缝开展。拆模顺序为:凹槽模板(收面时即拆除)→端头模板→侧模板。拆除时要同步用力,防止将底座混凝土磕损。拆除的模板要及时倒运到位并清理涂抹脱模剂,模板倒运采用模板倒运电动车省工、省力、_。
(八)蓄水养护:在底座板顶两边缘设置聚乙烯珍珠棉条围挡蓄水,截面尺寸宽5cm,高6~8cm,在珍珠棉顶面加装小槽钢,利用压杠预留孔安装U型可调卡压紧槽钢,_蓄水密封性,当纵坡_大或通过梁缝时,利用相同的办法设置横桥向格挡阻水,蓄水高度5cm为宜。底座板侧面拆除后要及时铺贴水能量养护膜,补水养护。
一布一膜养护:蓄水养护完成后,沿线路方向在底座板两侧排水坡顶各铺设一道滴灌管道,顶面铺设一层土工布加一层塑料布保湿。养护期间凹槽内要保持蓄水,曲线段要在凹槽内加铺一层土工布,密贴保湿。混凝土达到设计强度之前,严禁车辆在底座板上通行。
养护期间要重点加强混凝土的湿度和温度控制,芯部与表面温差、表面与环境温差不大于15℃;当环境温度低于5℃,不得洒水养护,可在表面喷涂养护液养护,并加内养护剂_养护效果。
(九):伸缩缝填缝施工
伸缩缝由缝内留置聚乙烯泡沫板和四周封闭有机硅酮密封胶组成。底座板间填充的2cm厚聚乙烯泡沫板在底座板浇筑时已经准确埋入入混凝土中。
在底座混凝土混凝土强度大于10Mpa后,放出伸缩缝位置,弹墨线对齐后,采用多刀片刻槽机切缝,缝宽2cm,深度2~3cm,用扁铁_侧面、顶面缝内残留混凝土,吹风机清理。切除不能太晚,以防底座板应温度应力变形后拉裂伸缩缝附近混凝土。
嵌缝前在底座板伸缩缝两侧粘贴胶带,胶带边缘要比泡沫板两侧各宽出5mm左右,随后涂刷界面剂,界面剂材料和密封胶相适配,应选择粘接力_强的材料,界面剂表干30min后灌注有机硅酮,嵌缝采用专用的嵌缝胶填充枪施工,灌注时,灌注口要靠近接缝处,缓慢、均匀、连续灌注,避免产生气泡。要求嵌缝饱满,内部无气孔或空洞,表面平滑,缝边顺直,深度满足要求,无凹凸不平现象,凝固后粘贴牢固、无脱落、开裂现象。灌注后,有机硅酮比底座板面高出1-2mm,待凝固成型后伸缩缝呈“T”字状,防止有机硅酮收缩后裂缝造成雨水下渗。伸缩缝未凝固前安装防护装置,防止踩踏。
CRTS-Ⅲ型板式无砟轨道
底座板混凝土一体成型机技术参数及功能说明
功能说明:1.行走钢轨按标高设定。2.震动挡板提浆预整平。3.纵向模按标准调整固定。4.行走同步变频电机。5.电箱控制柜。6.变速箱。7.发动机。8.前推板角度调整器。9.后成型板角度调整器。10.行走钢轮。11.前后照明灯。
产品参数:
发动机 整平系统
型号 KDFGX7500 电启动/手启动 作业宽度 2800mm-3100mm
类型 柴油机、双缸、四冲程、水冷 摊铺方式 震动板摊铺
功率 11HP/7500rpm 调整动力 大扭矩摆线电机
油箱容积 12.5L 激振力 500N
润滑油量 2.3L 振动频率 50Hz
燃油消耗量 313g/kWh 悬挂方式 固定式
行走系统 减速箱同步电机 整平板高度 330mm
驱动车轮 摆线齿轮槽钢轮 操作方式 人工/遥控
速度 0-15m/min 前进、后退 手动控制/遥控控制
控制效果 平面、斜坡或双坡(三维) 动力 电机齿轮
外形尺寸 3654×1820×1960mm 清洗系统 水箱/高压水枪
底座板混凝土一体成型机工艺特点:
底座板混凝土一体成型机
专为
无砟轨道底座板
施工作业而研制。
1、减少人力,工效翻倍提高:传统混凝土施工工艺人数_多,需要摊铺布料、刮平、抹面提浆等人力20人左右每天人力混凝土作业面积100平米左右。采用一体成型机施工作业人力_传统作业 节省约50%的人工,可以不间断作业,每天可实现作业面积300-500平米左右,可提高工效3-5倍以上,适合工期要求紧,铺筑面积大质量要求高的项目,且节省人力、工效高。
2、混凝土平整度、标高精度、密实度整体一次到位:传统工艺需人力找平、标高,反坡角度、误差_大,一体成型机作业可实现混凝土标高、反坡一体成型,平整度整体性误差:±1mm,标高精度可控制在±2mm,密实度强度提高30%以上,_了底座板几何尺寸标准及自密实混凝土的灌注的设计厚度,降低了工程材料损耗,混凝土表面平整度、反坡整齐一致,相邻板座间无错台。
3、一体成型机功能完善、降低工程成本:一体成型机自带电源,具备遥控操作、推平布料、振捣密实、提浆、整平塑型等功能,此外,它能容易地铺注高强混凝土、低坍落度混凝土,在作业的同时其强力振动器板振动频率达3000次/分钟,确保混凝土振捣密实,使整个铺注的混凝土基体均质、致密,且一人操作,简单方便。
4、适用性强:一体成型机系统通用于各种
无砟轨道底座板
直线段、曲线段、桥梁、隧道、路基各种工况的混凝土作业,是为无砟轨道越来越高的质量强度、平整度、水平度的需求而研制的。
联合研发单位:中国铁道科学研究院铁道建筑研究所
沧州瑞泰路铁科技有限公司
公司地址:河北省泊头市工业开发区
电子邮箱:408414001@ QQ.com电话:18713090688
相关产品
底座板混凝土一体成型机
底座板模板
双块式底座板模板
无砟轨道底座板混凝土一体成型机
采购指南
钢轨连接成轨道的方法
无砟轨道的工法
无砟轨道精调器用途
轨道排架存在的一些特性
对螺杆调节器的简述
公司资讯
济青高铁站前5标无砟轨道用沧州瑞泰路铁产品通过验收
济青高铁启动瑞泰路铁模板无砟轨道施工
高铁的核心技术有哪些
铁路增开天津西方向高铁 满足暑期旅客出行需求
精轧螺纹钢的两种不可以
首页
|
走进瑞泰
|
产品目录
|
精调爪系列
|
采购指南
|
公司资讯
|
联系方式
|
销售热线
0317-8196629
邮箱地址
408414001@qq.com
公司地址
河北省泊头市工业开发区
沧州瑞泰路铁科技有限公司 2011(C)版权所有 并对网站所有内容保留解释权
冀ICP备2024070719号-1
冀公网安备 13098102002382号